1. FMEA의 목적
제품개발측면 Design 고장모드분석과 공정개발측면 Process 고장모드 분석을 통해 Risk를 재정의하고 강건설계 또는 조치를 통해 양품만을 공급하기위한 활동이다.
2. Failure Mode and Effects Analysis(FMEA)
심각도(Severity), 발생도(Occurence), 검출도(Detection)을 기준표에 의거하여 산출하여 Risk Priority Number(RPN) 위험우선순위를 구한다. RPN이 80이상인 경우 조치사항을 통해 RPN 감소활동으로 고장모드 영향성을 줄인다.
2-1. Design FMEA
제품개발측면 기능별 Risk, 주요소자별 Risk를 정의할때 고장유형을 잠재적 고장형태로 구분하고 각 항목의 고장의 잠재적영향이 Inline 클레임에 해당되는지 Inline, Field 클레임 전체에 해당되는지 작성한다. 하나의 고장잠재적영향에 고장의 잠재적 원인/메카니즘은 여러개가 될수 있으며 각 항목마다 현재 RPN을 산출하고 필요시 조치사항을 적용하여 RPN을 낮춰서 Risk를 줄이도록 하자.
제품의 특성에 따라 자동차 주행관련된 제품은 기능 고장영향이 심각도가 10~8이 해당될수 있으나 주행이 아닌 일반기능 제품은 심각도가 7부터 시작할 수 있으니 참고하도록 하자.
아래의 D-FMEA 예시는 Modify 일반기능 제품을 Sample로 작성해 보았으니 참고하도록 합시다.

D-FMEA의 심각도, 발생도, 검출도를 산정하기위한 기준표는 아래를 참조하도록 합시다.



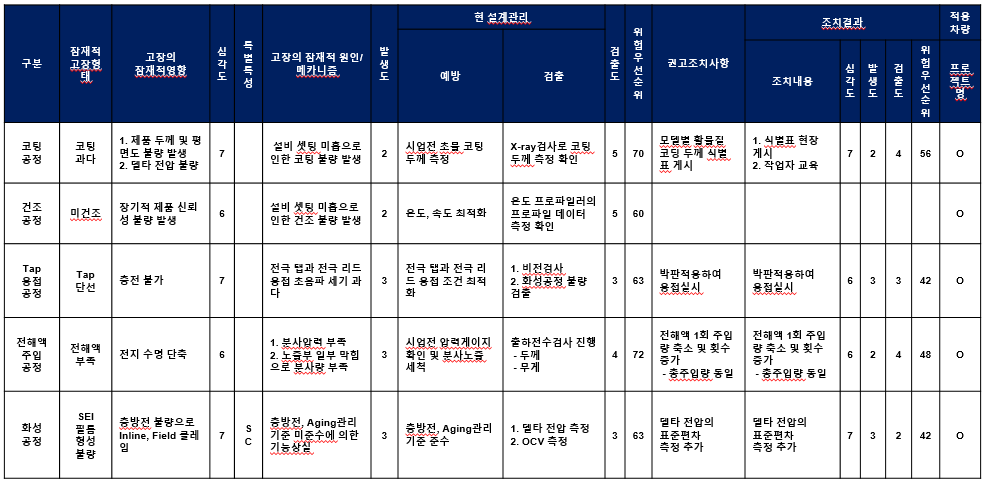
2-2. Process FMEA
공정개발측면 각 공정별 Risk를 정의할때 고장유형을 잠재적 고장형태로 구분하고 각 항목의 고장의 잠재적영향이 제품에 어떠한 영향을 줄수 있는지 작성한다. 하나의 고장잠재적영향에 고장의 잠재적 원인/메카니즘은 여러개가 될수 있으며 각 항목마다 현재 RPN을 산출하고 필요시 조치사항을 적용하여 RPN을 낮춰서 Risk를 줄이도록 하자.
아래의 P-FMEA는 Sample로 작성해보았으니 참고하도록 합시다.
D-FMEA의 심각도, 발생도, 검출도를 산정하기위한 기준표는 아래를 참조하도록 합시다.



'개발품질과 양산품질 공통역량' 카테고리의 다른 글
| MSA 제대로 알고 하자 (3) | 2022.08.17 |
|---|---|
| Controlled Shipping 제대로 알고 하자 (0) | 2022.04.21 |
| 공정감사 제대로 알고 하자 (0) | 2022.04.09 |
| 공정감사의 기본 개념 (1) | 2022.04.05 |
| 정성적(Qualitative) 분석과 정량적(Quantitative) 분석 제대로 알고 하자 (0) | 2022.04.03 |

